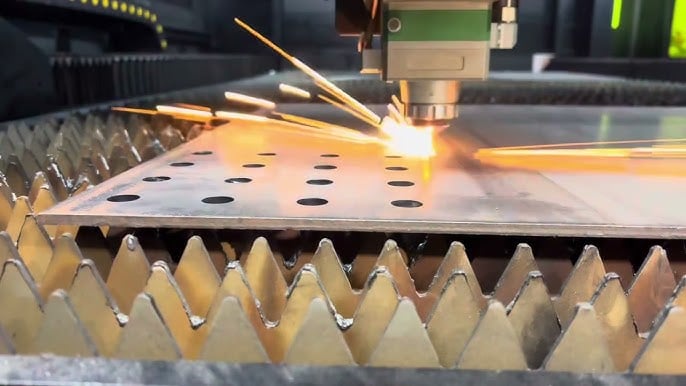
Assist gas selection is one of the most underestimated variables in fiber laser cutting. The gas you pair with your beam has a direct impact on cut quality, throughput, operating cost, and how much finishing work hits your team downstream. Two shops running identical machines on identical sheets can see dramatically different results based on nothing more than the gas in the line. If you want clean edges, predictable production, and a healthy bottom line, you need to treat assist gas as a deliberate choice, not a default setting.
This guide walks through the main gases used in fiber laser cutting, where each one shines, and how to match the right gas to the material, thickness, and finish you need.
The Main Gases Used in Fiber Laser Cutting
Most fiber laser shops work with two primary assist gases, plus one alternative option depending on the application.
Nitrogen is the workhorse for clean, oxide-free cuts on stainless steel, aluminum, and a wide range of non-ferrous metals. It is inert, so it does not react with the molten metal. Instead, it blows molten material out of the kerf under high pressure, leaving a bright, paint-ready edge.
Oxygen is reactive. When it hits hot steel, it combines with the iron to form an exothermic reaction that adds energy to the cut. That extra energy is what lets oxygen power through thick carbon steel faster than any other gas. The trade-off is a darker, oxidized edge that often needs cleanup before painting or welding.
Compressed air is an alternative option for thinner materials. It costs less to run than nitrogen or oxygen but works best in specific applications and is not a replacement for dedicated assist gases on most production work.
Best Assist Gases by Material Type
Material drives the first cut on your gas selection. Here is how the most common materials line up:
- Carbon steel: Oxygen for anything heavy, or nitrogen and compressed air for thin sheet where edge quality matters more than speed.
- Stainless steel: Nitrogen at high pressure for clean, oxide-free edges. Compressed air can work on very thin gauges if some discoloration is acceptable.
- Aluminum: Nitrogen for clean cuts. Compressed air is viable on thin sheet for cost-sensitive jobs.
- Galvanized and coated steel: Nitrogen or compressed air. Oxygen can produce excessive spatter on coated material.
-
Brass and copper: Nitrogen at very high pressure. These materials are reflective and demanding, so consistent gas flow is critical.

How to Choose the Right Gas for Your Fiber Laser Cutter
The right gas is not a universal answer. It comes from working through a short series of questions in order.
Start with the material you are cutting
Material chemistry sets the baseline. Carbon steel can use any of the two main gases. Stainless and aluminum almost always want nitrogen. Sort this out first, then refine from there.
Consider the material thickness
Thickness changes the math. Oxygen excels on thick carbon steel because the exothermic reaction adds usable heat. As you move to thinner gauges, that extra heat becomes a liability, and nitrogen or compressed air starts to look better. Nitrogen consumption climbs sharply with thickness, so on heavy stainless you will see gas costs that rival the part itself.
Decide how important edge quality is
If the cut edge is visible, structural, or about to be welded, nitrogen will save you grief downstream. If the part is going to be ground, blasted, or hidden, an oxidized oxygen edge is perfectly fine and often the cheaper path.
Factor in cutting speed and production demands
Oxygen wins on raw speed for thick mild steel. Nitrogen at high pressure is competitive on thinner gauges but consumes much more gas. Compressed air can offer the best operating cost per part on the right materials, even if cycle time is slightly longer.
Compare gas cost against finishing and labor costs
Cheap gas that creates dirty edges is not actually cheap. Calculate the total cost per part: gas, electricity, beam time, and any secondary grinding or deburring labor. The cheapest gas often loses on total cost once finishing is included.
Check machine pressure, flow, and filtration requirements
Every fiber laser has specific pressure and flow specs. Compressed air systems need clean, dry, oil-free air at the right pressure or you will damage the lens and nozzle. Nitrogen and oxygen need the right regulators, lines, and purity for the work you are doing.
Why Assist Gases Matter in Fiber Laser Cutting
The beam does the heating. The gas does almost everything else.
How assist gases remove molten material from the kerf
When the laser melts metal, that molten material has to go somewhere. Assist gas blows it out of the bottom of the kerf so the beam can keep advancing. Without adequate pressure and flow, molten material re-solidifies in the kerf and causes drag, dross, and incomplete cuts.
How gas choice affects cutting speed and efficiency
Oxygen accelerates cutting on carbon steel because the iron-oxygen reaction releases extra energy at the cut front. Nitrogen and compressed air rely purely on mechanical ejection, so their speed depends on pressure, nozzle design, and beam power.
How gases influence edge quality and oxidation
A clean nitrogen edge is bright, matte gray, and ready for finishing. An oxygen edge on carbon steel is darker and carries an oxide layer that resists paint adhesion unless removed. Compressed air sits in between, usable for many jobs but not as clean as nitrogen.
How assist gases help protect lenses, nozzles, and other components
Assist gas also keeps molten spatter, smoke, and debris from drifting up into the cutting head. A properly tuned gas flow protects the focusing lens, extends nozzle life, and reduces unplanned downtime.
How Gas Choice Affects Cut Quality and Secondary Finishing
Edge appearance and dross levels
Nitrogen produces the cleanest edges with the least dross when pressure and nozzle gap are dialed in. Oxygen produces a usable but oxidized edge with manageable dross on the right thickness. Compressed air can leave a light surface film that may or may not be acceptable depending on the application.
Oxidation and paint or weld readiness
If a part is going straight to paint, powder coat, or weld, the oxide layer from oxygen cutting becomes a finishing problem. Either grind it off or cut with nitrogen up front and skip the labor.
Post-processing needs after cutting
The hidden cost of gas selection shows up in secondary operations. Deburring, grinding, blasting, and re-cleaning all consume labor. Shops that move from oxygen to nitrogen on visible parts often find the labor savings outweigh the gas cost difference.
Gas Purity, Pressure, and Filtration Requirements
Gas purity matters more than most operators realize. Nitrogen for laser cutting should typically be 99.9 percent pure or better. For mirror-finish stainless, 99.999 percent purity is common. Oxygen used for carbon steel cutting is usually 99.5 percent or higher.
Compressed air systems demand particular care. The compressor must deliver clean, dry, oil-free air at the pressure the machine needs. Moisture, oil, and particulates will damage optics, foul nozzles, and degrade cut quality fast. A proper drying and filtration stack is non-negotiable.
Cost Considerations When Choosing Assist Gases
Gas cost is not just the price per cylinder or bulk tank. It is the price per cubic foot multiplied by your flow rate and runtime, plus the cost of the delivery system, plus any impact on cycle time or part quality.
Oxygen is generally the cheapest of the two primary gases per unit, and it cuts thick carbon steel fast, so cost per part on heavy plate is excellent. Nitrogen is more expensive and consumed in higher volumes, so it dominates operating cost on stainless and aluminum work. Compressed air has high upfront cost (a properly sized compressor, dryer, and filter package is a real investment) but very low ongoing cost.
For high-volume shops, on-site nitrogen generation is worth evaluating. Generators have a meaningful capital cost but eliminate cylinder rental, delivery fees, and supply interruptions.
Safety and Shop Considerations
Fume generation and ventilation
Laser cutting produces fine metal fumes that need to be captured at the source. Stainless, galvanized, and coated materials produce especially hazardous fumes. A properly sized fume extraction system is recommended.
Safe handling and storage of gases
High-pressure cylinders must be secured, stored upright, and kept away from heat and ignition sources. Bulk tanks require trained handling. Oxygen lines and fittings should never be used with oils or hydrocarbons; the combination is a serious fire risk.
Equipment protection and maintenance considerations
Routine maintenance of regulators, hoses, filters, and fittings keeps your gas supply consistent and your cuts predictable. A leak you cannot see is still costing you money and degrading cut quality.

Common Questions About Fiber Laser Cutting Gases
What is the best gas for cutting stainless steel?
Nitrogen, at high pressure. It produces clean, oxide-free edges that are ready for welding, polishing, or food-grade applications.
Why is oxygen used for carbon steel?
Oxygen reacts exothermically with iron, adding heat to the cut and significantly increasing cutting speed on thicker mild steel. The trade-off is an oxidized edge.
Is compressed air good enough for laser cutting metal?
Compressed air is a viable option for thin mild steel, aluminum, and some stainless work where edge quality is acceptable and operating cost matters. It is not a replacement for nitrogen on premium edge work.
Which fiber laser cutting gas is the most expensive?
Nitrogen is the most expensive of the primary laser gases and is consumed in higher volumes, which is why it dominates operating cost on stainless and aluminum work.
Can one gas work for every material and thickness?
No. Each gas has strengths and limitations. Most production shops keep at least two on hand, typically nitrogen and oxygen, to handle the full range of work.
Final Thoughts
The right assist gas is the one that hits your target on edge quality, throughput, and total cost. Start with the material, factor in thickness and finish requirements, and run the numbers on operating cost per part rather than per cylinder. Once you find the combination that works for your mix of work, document it, and treat gas selection like any other process parameter: set it deliberately and revisit it when the job changes.